Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается. Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров. После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.

Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
- За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
- Возрастает усталостная прочность изделия.
- Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.

Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.

Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула:
2NH 3 → 6H + 2N.
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.

Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
- твердый раствор Fe 3 N, характеризующийся содержанием азота в пределах 8–11,2%;
- твердый раствор Fe 4 N, азота в котором содержится 5,7–6,1%;
- раствор азота, формирующийся в α-железе.
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.

Клапана высокотехнологичных двигателей внутреннего сгорания обязательно проходят процесс азотирования
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
- температура, при которой выполняется такая технологическая операция;
- давление газа, подаваемого в муфель;
- продолжительность выдержки детали в печи.
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.

Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и , характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:

Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.38Х2МЮА
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
40Х, 40ХФАДанные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МАЭти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
30Х3МФ1Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.

Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Подготовительная термообработкаТакая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.

Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотированияОсуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотированияПодготовленное изделие подвергают обработке в газовой среде.

Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.

Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N 2 или NH 3 , за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
Кроме традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может выполняться в жидкой среде. В качестве рабочей среды, которая имеет температуру нагрева порядка 570°, в таких случаях используется расплав цианистых солей. Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.Азот обычно вводится в сталь в виде азотированных ферросплавов (феррохрома, ферромарганца), содержащих от 1,5 до 7,0% азота.
Максимальное усвоение азота - около 0,3%. Попытки получить сталь с более высоким содержанием азота приводили к поражению отливок газовыми раковинами. В исследованиях авторов азот вводился в виде азотистого марганца. Химический состав опытных плавок и количество газов в металле приведено в табл. 1.
Степень усвоения металлом азота при небольшом его содержании составляла около 70% от введенного. С увеличением количества вводимого азота степень усвоения его снижается до 55% (пл. М3) и ниже.
Легирование азотом дает небольшое повышение предела текучести стали и уменьшение значений относительного удлинения и сужения (табл. 2).
Характер микроструктуры стали при повышенном количестве азота почти не изменился.
Ударная вязкость, определенная на стандартных образцах с надрезом, при всех температурах испытания ниже, чем для образцов с нормальным количеством азота (рис. 1).
Износостойкость стали при повышении содержания азота увеличивается примерно на 10-15%. Потеря металла за цикл испытания (70 тыс. оборотов при трении качения с 10%-ным проскальзыванием, P = 70 кг) составляет для образцов плавки P1 - 1,04г; плавки M1 - 0,81 г и плавки.
При введении в сталь некоторых элементов, например ванадия, хрома и др., растворимость азота в железе увеличивается в большей степени, чем при введении марганца.
Благодаря этому при введении в сталь, кроме азотистого марганца, азотистого хрома, содержащего 9,0% азота, удалось удержать в металле 57 см3/100 г азота. Степень «усвоения» азота сталью при этом 36%. Поверхность литых образцов была не гладкой, хотя весь объем металла газовых раковин еще не имел.
Химический состав этой группы образцов приводится в табл. 3.
Одновременное присутствие в марганцовистой стали хрома и азота благоприятно отражается на механических свойствах (табл. 4) и микроструктуре. Размер аустенитного зерна уменьшается до № 4-6.
Как следует из табл. 4, азот и хром в марганцовистой стали весьма значительно повышают предел текучести и временное сопротивление, не снижая при этом пластичности стали.
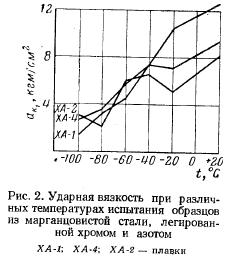
Ударная вязкость при всех температурах испытания находится на том же уровне, как для образцов, легированных одним азотом (рис. 2).
Износостойкость стали при совместном легировании ее азотом и хромом повысилась примерно на 15% по сравнению с обычной марганцовистой сталью, испытанной в тех же условиях, т. е. оказалась не выше, чем при легировании стали одним азотом.
На основании результатов лабораторных исследований на одном из заводов были проведены две плавки и отлиты опытные сердечники из марганцовистой стали с присадками азота и, хрома. Химический состав сердечников приведен в табл. 5.
Предварительно металл плавки № 1 раскислялся в печи до содержания закиси марганца и закиси железа 8,1 и 2,0% соответственно. Азот в количестве 0,043% вводился в сталь в виде азотистого марганца после осаждающего раскисления металла в ковше алюминием.
Содержание азота в готовом сердечнике, определенное методом вакуум-плавления, было равно 0,033%. Следовательно, усвоение азота составило примерно 70%. Фактическое содержание азота в стали, вероятно, было более высоким, так как анализ, проведенный обычными методами, всегда дает в какой-то степени заниженные результаты из-за летучести марганца и способности его вступать в химические соединения с выделяющимися из образца газами.
Металл плавки № 2 в печи перед выпуском был легирован кроме марганца феррохромом. После раскисления в ковше алюминием в сталь был присажен азотистый марганец, содержащий 6,0% азота. От каждой опытной плавки отлито по четыре сердечника типа Р50 марки 1/11 и собраны крестовины, которые были пущены в эксплуатацию на различные железные дороги.
На Западно-Сибирской железной дороге за сердечниками было установлено систематическое наблюдение, и данные контрольных обмеров ежегодно-поступают в ЦНИИ. Там же одновременно велось наблюдение за контрольной крестовиной с сердечником из высокомарганцовистой стали массового выпуска, условия эксплуатации которой были аналогичны условиям опытных крестовин.
Многочисленные эксплуатационные наблюдения показали, что наиболее интенсивно изнашивается сердечник из высокомарганцовистой стали в сечении с шириной 20 мм.
Исследования показали, что характер износа у опытных крестовин не изменился по сравнению с крестовинами стандартного производства (наиболee интенсивный износ наблюдался также в первый период эксплуатации), но скорость износа оказалась меньшей и продолжительность службы сердечников увеличилась.
Контрольная крестовина массового производства вышла из эксплуатации после пропуска по ней 152,9 млн. m подвижной нагрузки. Эта износостойкость является несколько выше средней. Две опытные крестовины сняты с пути после пропуска по ним 134,2 и 216,8 млн. т груза. Первая снята не по износу, а по трещине усовика. Остальные две крестовины, одна из которых пропустила более 200 млн. т груза, находятся в эксплуатации, наблюдения за ними продолжаются.
Результаты работ показали, что опытные сердечники из марганцовистой аустенитной стали, содержащей повышенное количество азота, могут пропустить большее количество подвижной нагрузки до предельно допустимого износа по сравнению с сердечниками из стали Г13Л стандартного состава.
25.11.2019
Каждому современному человеку рано или поздно приходится решать, куда поставить компьютерный стол. Оцениваем свободное место в квартире и вперед – подбирать модель,...
25.11.2019
Вопрос, где в квартире расположить ковры, не менее важен, чем умение правильно выбрать ковер. Как это сделать расскажет данная статья....
25.11.2019
В каждой отрасли, где происходит производство жидкой или вязкой продукции: в фармацевтическом деле, в косметической отрасли, в пищевом и химическом секторах – везде...
25.11.2019
На сегодняшний день обогрев зеркал является новой опцией, позволяющей сохранить чистую поверхность зеркала от горячего пара после приёма водных процедур. Благодаря...
25.11.2019
Штрих код является графическим символом, изображающим чередование полосок чёрного и белого цвета либо других геометрических фигур. Его наносят в составе маркировки...
25.11.2019
О том, как грамотно выбирать топку для камина, задумываются многие хозяева загородных жилых имений, которые хотят создать в своём доме максимально уютную обстановку,...
25.11.2019
И в любительском, и в профессиональном строительстве весьма востребованными являются профильные трубы. С их помощью сооружают способные выдерживать большие нагрузки...
24.11.2019
Спецобувь - часть экипировки рабочего, предназначенная для защиты ног от холода, высоких температур, химикатов, механических повреждений, электричества и т. д....
Растворимость азота в стали и его влияние на свойства стали. Растворимость азота в железе может быть описана уравнениями
- 2 [N] = N 2 (г);
- K N = p N 2 /[N] 2
Следовательно, и растворимость азота, в соответствии с правилом Сивертса, пропорциональна корню квадратному из величины его давления. Так как K N меняется с температурой и различно для разных фазовых состояний, растворимость азота зависит от температуры и скачкообразно изменяется при аллотропических превращениях и плавлении.
Результаты исследований, приведенные в виде изобары на рис. 1, показывают, что растворимость азота в стали резко уменьшается при кристаллизации и во время превращения у-железа в а-железо
.
Другие элементы влияют на растворимость азота жидкой стали. Это влияние характеризуется параметрами взаимодействия. Их знак и величина показывают, что в порядке усиления влияния растворимость азота увеличивают молибден, сера, марганец, алюминий, хром, ванадий, титан. Понижают растворимость азота Ni, Р, С.
Уменьшение растворимости азота в стали при кристаллизации и во время превращения у-железа в а-железо является основной причиной влияния азота на свойства стали.
При отсутствии в стали элементов (Ti, Al, Zr, V), образующих нитриды при высокой температуре, после образования а-железа начинается выделение азота из раствора в виде включений нитридов железа (Fe 2 N, Fe 4 N, Fe 8 N). Это выделение может продолжаться длительное время после охлаждения и, так как оно происходит в основном при низкой температуре, выделившиеся включения очень дисперсны. Порядок их размера 10 -3 мкм.
Дисперсные включения нитридов железа располагаются по кристаллографическим плоскостям и, препятствуя перемещению дислокаций, вызывают охрупчивание металла. В результате этого падает ударная вязкость и уменьшаются относительные сужение и удлинение при одновременном повышении твердости и прочностных свойств
.
Как и выделение нитридов железа, падение ударной вязкости увеличивается с течением времени хранения или эксплуатации стальных изделий, достигая минимума через 20-40 суток. Поэтому описываемое явление получило название старения
.
Азот в стали вызывает старение, оно может быть ускорено искусственно, если закаленное железо или сталь подвергнуть холодной пластической деформации, увеличивающей скорость распада твердого раствора и выделения нитридов железа.
В результате старения ударная вязкость может уменьшиться в 4-6 раз
. Поэтому склонность к старению является существенным пороком стали. Она характерна для малоуглеродистой стали, не раскисленной алюминием или ванадием.
Присадка в сталь элементов, связывающих азот в стали, в нитриды при высоких температурах, устраняет склонность стали к старению
. К числу таких элементов относятся: алюминий, образующий нитриды в основном во время затвердевания и в твердом металле до температуры превращения у-железа в a-железо; ванадий и цирконий, образующие нитриды во время кристаллизации; титан, образующий нитриды в жидкой стали и во время кристаллизации.
Наибольшее применение получил алюминий
, широко используемый и в качестве раскислителя. При обычных концентрациях алюминия и азота в стали он образует нитриды в твердом металле. Но размеры включений этих нитридов, выделяющихся при более высокой температуре, на 2-3 порядка больше размеров включений нитридов железа. Поэтому они не оказывают такого влияния на движение дислокаций и не вызывают старение.
Следовательно, металл, раскисленный алюминием, имеет низкое содержание азота в стали, и она не склонна к старению. Однако и в стали, раскисленной алюминием, может наблюдаться понижение ударной вязкости. Это проявляется при высоком содержании азота и алюминия (например, 0,01% N и 0,2% Al), когда в металле образуется межзеренный излом, проходящий по «границам зерен первичного аустенита. Образование такого излома вызвано ослаблением связи между зернами вследствие выделения по их границам включений нитрида алюминия и оно свидетельствует об ухудшении свойств стали.
Содержание азота и водорода в металле по ходу продувки и конечные содержания этих газов в стали определяются их концентрацией в сырых материалах и соотношением интенсивностей двух противоположных процессов: растворения газов в металле и их удаления с пузырями окиси углерода. При продувке сверху растворению газов в металле способствует высокая температура реакционной зоны и значительный путь, проходимый газами в ванне.Содержание азота и водорода в стали, выплавляемой различными процессами, представлено в табл. 3.16.
ВОДОРОД. Кислородно-конвертерный способ производства стали обладает предпосылками, обеспечивающими меньшее по сравнению с мартеновским процессом содержание водорода в стали. В процессе плавки содержание водорода изменяется от исходного содержания в металлошихте, в основном в чугуне (3-7 см3/100 г) до значений, указанных в таблице. Эти значения меньше критических, при которых начинает проявляться вредное действие водорода на качество литого металла. Это очень важно для сталей ответственного назначения.
Основными источниками поступления водорода в ванну конвертера являются чугун и стальной скрап. Значительное количество лом вносит в виде ржавчины. Много влаги может попасть с несвежей, частично гидратированной известью.
Содержание водорода в металле мало зависит от содержания влаги в исходных материалах, если их не вводят в конвертер в конце продувки. Основная часть водорода в процессе плавки удаляется с газовой фазой. Kpoме того, очень подвижный водород интенсивно вымывается из металла пузырьками CO.
Основной причиной пониженного содержания водорода в кислородно-конвертерной стали является незначительное содержание влаги и водорода в газовой фазе над металлом. В отличие от атмосферы рабочего пространства мартеновской печи, где происходит сжигание топлива с образованием H2O и H2, содержание этих газов в полости конвертера не превышает 1%.
Процесс растворения водорода можно выразить следующим неравенством:
Отсюда вытекает, что содержание водорода в стали тем выше, чем выше парциальное давление его в конвертерных газах.
Переход водорода в сталь из водяных паров описывается уравнением:
{Н20} = 2[Н] + [О].
Константа равновесия этой реакции
![]()
Содержание водорода в стали увеличивается с ростом парциального давления паров воды в конвертерных газах, что обусловливается в основном влажностью дутья, и уменьшается с увеличением окисленности стали.
Главным источником водорода в конвертерном процессе служит кислород, используемый для продувки. В техническом кислороде содержится 8-10 г/м3 влаги. Попадая в реакционную зону, водяные пары диссоциируют и отдают водород металлу. По данным В.И. Явойского, равновесная концентрация [Н] в этих условиях может достигать 10-13 см3/100 г. Фактическое содержание водорода по ходу продувки значительно ниже, что связано с дегазирующим действием кипения ванны.
В практике конвертерного производства известны случаи очень высокого содержания водорода в металле. Обычно это связано с использованием подтекающей фурмы для продувки и попаданием в реакционную зону охлаждающей воды.
Необходимо помнить, что при выпуске и раскислении стали содержание водорода в ней повышается за счет его поступления из ферросплавов и науглероживающих добавок.
Динамика изменения водорода по ходу продувки металла в конвертере представлена на рис. 3.54.
Первоначальный уровень содержания водорода в металле определяется его содержанием в шихте. В первый период продувки (4-6 мин) отмечается увеличение концентрации водорода в металле, что связано с поступлением его из ржавчины металлолома, гидратной влаги извести и из атмосферы конвертера; парциальное давление водяных паров в атмосфере в этот период достаточно высокое, так как скорость окисления углерода невелика. Существенная нестабильность значений концентраций водорода, полученная на разных плавках, объясняется различным количеством водорода, поступающим из разных источников; через 4-6 мин содержание углерода в металле снижается, что связано с увеличением скорости обезуглероживания и вымывающего действия пузырей CO. В конце продувки содержание водорода в металле увеличивается, что объясняется падением скорости окисления углерода.
Конечное содержание водорода в конвертерной ванне в значительной степени зависит от момента ввода водородосодержащих добавок - чем ближе этот момент к концу продувки, тем выше концентрация водорода.
Радикальным средством снижения содержания водорода в стали является вакуумирование, в процессе которого степень удаления водорода составляет 50-70% и более.
АЗОТ. Кислородно-конвертерный процесс вследствие присущих ему особенностей (низкого парциального давления азота в кислородном дутье, высокой скорости окисления углерода, отсутствия подсосов воздуха в полость конвертера) хорошо приспособлен для получения металла с низким содержанием азота на выпуске.
Содержание азота в кислородно-конвертерном металле представляет наибольший интерес при производстве низкоуглеродистых сталей, предназначенных для холодной пластической деформации. Влияние азота на пластичность стали и склонность ее к старению в процессе службы и, в частности, при низких температурах полностью исчезает, когда его концентрация в стали не превышает 0,001-0,0005%. С учетом определяющей роли азота в качественных показателях стали на этом вопросе следует остановиться более подробно.
Азот хорошо растворяется в жидком железе - при 1600°С растворяется 0,044% N - и очень ограниченно в твердом. В железе при комнатных температурах растворимость азота становится значительно меньше его фактического содержания. Однако в отличие от водорода азот не выделяется из стали при охлаждении, образуя пересыщенный раствор. Выпадение азота из пересыщенного раствора, возможное при термомеханической обработке металла, приводит к понижению пластичности стали и называется старением.
Равновесная с газовой фазой концентрация азота в металле определяется законом Сивертса:
Константа пропорциональности является функцией состава металлической ванны и температуры. При увеличении температуры значения Kn увеличиваются, что приводит к увеличению растворимости азота в металле.
Для кислородно-конвертерного процесса парциальное давление азота в дутье Pn приобретает особое значение. Это связано с тем, что температура реакционной зоны может достигать 2500°C.
Поскольку металл в реакционной зоне контактирует с кислородной струей и практически не содержит углерода, растворимость азота в нем будет соответствовать его растворимости в чистом железе. Расчетами В.И. Явойского показано, что максимальная растворимость азота при чистоте кислорода 97% (PN2 = 0,18 ат изб. и T = 2200°С) равна 0,0256%.
Металл, насыщенный азотом в реакционной зоне, переносится в объем металла, удаленный от нее. Естественно, что концентрация азота во всем объеме ванны будет во много раз меньше не только вследствие более высокого содержания примесей ванны и меньшей температуры металла, но и вследствие резкого снижения парциального давления азота при относительно высокой скорости окисления углерода и большой концентрации углеродсодержащих газов в отходящих газах. Тем не менее, сказанное выше свидетельствует о целесообразности снижения температуры реакционной зоны, в частности за счет вдувания пылевидных материалов.
Факторы, определяющие содержание азота в конвертерной ванне.
К основным источникам поступления газов в конвертерную сталь можно отнести:
- шихтовые материалы;
- атмосфера плавильного агрегата;
- технический кислород;
- ферросплавы и добавки, вводимые в металл;
- атмосфера, окружающая жидкий металл в процессе его выпуска и разливки и др.
Шихтовые материалы и ферросплавы. Ниже приведены данные по содержанию газов в различных материалах.
Данные таблицы 3.17 свидетельствуют, что важнейшими источниками поступления азота в конвертерную сталь являются прежде всего шихтовые материалы (чугун, скрап, ферросплавы и т.д.). Для кислородно-конвертерного процесса основной составляющей шихты является чугун, поэтому очевидно, что доля азота, вносимого чугуном, должна быть значительной. Содержания азота в чугунах различных заводов варьируются в пределах 0,003-0,014%. Различный уровень азота в передельных чугунах ряда заводов объясняется специфическими условиями производства на этих предприятиях. В целом с чугуном вносится в конвертерную ванну до 75% от общего его количества.
Дутьевой режим плавки. Одним из факторов, определяющих содержание азота в стали, является степень чистоты кислородного дутья. Как показали исследования, проведенные в промышленных условиях на HЛMK, металлургическом комбинате «Криворожсталь», низкое содержание азота (около 0,002%) может быть получено только при продувке металла кислородом высокой степени чистоты (более 99,7%). Снижение чистоты кислородного дутья до 99,2-99,5% приводит не только к росту содержания азота, но и к увеличению разброса этой величины от плавки к плавке. Взаимосвязь чистоты кислорода η и содержания азота в низкоуглеродистой стали перед выпуском ее из конвертера характеризуется следующими данными, представленными а таблице 3.18.
Продувка металла кислородом чистотой около 98% приводит к повышению содержания азота в металле до 0,0063-0,0090%. Изменение содержания азота в металле в зависимости от степени чистоты дутья связано с тем, что в металл вдувается газ с очень низким парциальным давлением азота. В этом случае удаление азота из металла тем выше, чем выше степень разрежения (чистоты кислорода) и интенсивность перемешивания ванны выделяющейся окисью углерода (рис. 3.55).
Как видно из рисунка, в области I по истечении 5-6 мин продувки процесс деазотации расплава становится более интенсивным, чем переход азота в металл, причем этот процесс развивается до определенного содержания азота в металле (0,003-0,004%) и зависит от его парциального давления в реакционной зоне и от скорости обезуглероживания в этот период. При продувке кислородом пониженной чистоты (92-99% О2) содержание азота в металле достигает минимума примерно на 12-й мин, после чего начинает расти. В последней трети периода продувки отмечается стабилизация содержания азота, что указывает на относительное равенство потоков поступления и удаления азота.
Однако при несоблюдении оптимальных режимов ведения плавки наблюдается повышение концентрации азота в металле даже при высокой чистоте кислорода. Одним из факторов, определяющих содержание азота в металле, является интенсивность подачи кислорода. Установлено, что при продувке кислородом высокой чистоты повышение интенсивности продувки способствует снижению содержания азота в стали.
Значительный уровень и пределы колебаний по содержанию азота в металле вполне объяснимы, если учесть большое его количество, вносимое кислородным дутьем по сравнению с другими источниками (табл. 3.19).
В процессе проведения исследований на 130-т конвертерах В.И. Явойский с сотрудниками установили, что содержание азота в металле после продувки определяется чистотой кислородного дутья и содержанием углерода:
Другим важнейшим фактором дутьевого режима, влияющим на содержание азота в металле, является положение фурмы над поверхностью металла.
Азот из атмосферы может переходить в сталь в результате эжекции его струей кислорода. Эжекция невозможна при продувке в режиме «затопленной» струи. Однако в конце продувки с повышением высоты фурмы содержание азота повышается вследствие его подсоса через горловину (рис. 3.56).
Для предотвращения этого процесса предполагается вдувать в конце продувки в летку аргон и присаживать в конвертер известняк, прокатную окалину, железную руду, что позволяет стабилизировать содержание азота в металле после продувки на уровне 0,002%.
Додувки. Особо необходимо остановиться на роли додувок с точки зрения повышения азота в стали. Особенно неприятные последствия имеют место при двух и более додувках (рис. 3.57).
Додувки неизбежно приводят к приросту в металле азота по следующим причинам:
1 - при додувках обновляется атмосфера в конвертере;
2 - увеличивается подсос воздуха, так как додувки ведутся в режиме «открытой струи».
Необходимо отметить, что особую опасность представляют додувки, проводимые при низком содержании углерода (рис. 3.57).
Шлаковый режим. Важным технологическим фактором, определяющим конечное содержание азота в металле, является шлаковый режим конвертерной плавки, прежде всего, состояние шлака, его количество, что связано с защитным действием шлакового слоя. При оптимальном шлаковом режиме плавки шлак в процессе продувки находится во вспененном состоянии и металл изолирован от контакта с атмосферой. Если в процессе продувки наблюдается сворачивание шлака, то перед выпуском плавки получают металл с повышенным содержанием азота. Экспериментально установлено, что насыщение металла азотом в конвертере начинается по истечении 60% времени продувки (рис. 3.58), в связи с чем для получения низких концентраций азота поддерживать шлак во вспененном состоянии необходимо в последние 50% времени продувки.
Насыщение стали азотом в процессе выпуска и разливки. Заметное влияние на содержание азота в готовом металле оказывает поглощение азота в процессе выпуска, раскисления и разливки, причем отмечается множество факторов, влияющих на процесс поглощения азота во время выпуска. Так, установлено, что поглощение металлом азота возрастает с уменьшением диаметра летки и увеличением ее длины, с возрастанием толщины шлакового покрова, снижается с сокращением высоты падения металла и содержания кислорода в жидкой стали. Оно существенно зависит также от продолжительности выпуска и геометрии струи, т.е. определяется величиной контактной поверхности металла с атмосферным воздухом в процессе слива.
Насыщению металла азотом способствует также ввод раскислителей и легирующих в сталеразливочный ковш в процессе его наполнения.
Химсостав металла. Все элементы по степени своего влияния на растворимость азота в железе условно можно разделить на три группы:
1. Элементы, образующие достаточно устойчивые нитриды. При легировании этими элементами растворимость азота в железе увеличивается. К элементам этой группы относятся Cr, V, В, Mn, Si, Al, Ti, Nb, Zr и РЗМ. Коэффициент активности азота в сплавах железа с этими элементами понижается.
2. Элементы - аналоги железа, практически не влияющие на растворимость азота: Ni, Co.
3. Элементы, уменьшающие растворимость азота - С, Р.
В целом можно констатировать, что кислородно-конвертерный процесс является уникальным с точки зрения получения низкого азота в металле после продувки. Этот процесс позволяет без особых усилий достичь его содержания 0,002% и менее при соблюдении следующих условий:
1. Высокая чистота кислорода (99,7-99,8%).
2. Использование чугуна с низким содержанием азота. В этом смысле перспективно использование чугуна, обработанного известью и природным газом, где достигаются одновременно низкие концентрации серы (0,003 - 0,005%) и азота (меньше 0,003%). При переделе такого чугуна получают сталь с 0,0013% азота.
3. Вакуумирование стали с низким содержанием серы.
4. Полное исключение додувок при получении низкоазотистых сталей.
5. Снижение температуры реакционной зоны за счет ввода извести, руды, агломерата и др.
6. Присадка в ковш при выпуске плавки газифицирующих добавок (известняк, руда и др.) в количестве до 2 кг/т, которые выполняют роль как интенсификаторов кипения, так и активных газообразующих.
7. Предотвращение насыщения азотом металла в процессе выпуска, вне-печной обработки и разливки, так как вакуумирование стали с целью ее деазотации малоэффективно.
КИСЛОРОД . Обеспечение заданных содержаний кислорода для разных типов стали достигается соответствующим режимом раскисления. При определенной технологии раскисления содержание кислорода в металле к моменту начала разливки тем выше, чем выше его содержание к моменту раскисления.
Кроме того, от содержания кислорода в жидкой стали зависят загрязненность готового металла оксидными включениями (продуктами раскисления), поведение металла при разливке и структура слитка (заготовки), а также концентрация кислорода, остающегося в твердом растворе; последний способствует старению стали, увеличивает ее хрупкость, повышает электросопротивление и отрицательно влияет на магнитные свойства.
В жидкой стали возможно существование кислорода в активной, несвязанной форме и в форме оксидных включений. Кислород в настоящее время является единственным элементом, активность которого можно определять непосредственным измерением - путем измерения величины Э.Д.С. в высокотемпературном концентрационном гальваническом элементе.
Переход кислорода из дутья в металл идет в две стадии; на первой происходит окисление преимущественно железа:
на второй - частичное растворение кислорода в металле:
Естественно, что в металле реакционной зоны содержание кислорода выше, чем во всем объеме ванны. Металл реакционной зоны является по существу донором кислорода всей ванны.
Наряду с процессом перехода кислорода из шлака в металл идут процессы окисления других примесей, в результате которых кислород выводится из шлака и металла, и содержание кислорода в каждый момент плавки определяется скоростью этих двух взаимно противоположных процессов. Изменение содержания кислорода по ходу продувки показано на рис. 3.59 (по данным Р.В. Старова).
В самом начале продувки при невысокой скорости окисления углерода и плохом перемешивании ванны содержание кислорода несколько повышается. С началом интенсивного окисления углерода содержание кислорода снижается, причем снижается и разброс значений, ст. Уменьшение скорости окисления и содержания углерода приводит к резкому росту и абсолютных значений, и разброса значений содержания кислорода.
УДК 669.14.018.8
О.А. Тонышева1, Н.М. Вознесенская1
ПЕРСПЕКТИВНЫЕ ВЫСОКОПРОЧНЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ, ЛЕГИРОВАННЫЕ АЗОТОМ (СРАВНИТЕЛЬНЫЙ АНАЛИЗ)*
Рассмотрены перспективные высокопрочные коррозионностойкие стали, легированные азотом, в том числе с повышенным его содержанием, разработанные за последние годы во ФГУП «ВИАМ», а также совместно с ИМЕТ РАН им. А.А. Байкова. Описаны механические, коррозионные и технологические свойства этих сталей и их сварных соединений, а также способы их производства. Раскрыты принципы легирования коррозионностойких азотсодержащих сталей; показана возможность повышения их комплекса механических свойств путем применения высокотемпературной термомеханической обработки (ВТМО).
Ключевые слова: коррозионностойкие стали, азот, свойства.
The article considers perspective high-strength corrosion-resistant steels alloyed with nitrogen including increased content of nitrogen steels which have developed at FSUE «АН-Russian scientific research institute of aviation materials» and also in conjunction with the institute of Metallurgy and material science in recent years. It is described mechanical and corrosion properties of these steels and their welds and also methods of their production. It is revealed alloying principles of corrosion-resistant nitrogen steels and shown the possibility of increasing of their properties by means of high-temperature thermo-mechanical processing.
Keywords: corrosion-resistant steels, nitrogen, properties.
""Федеральное государственное унитарное предприятие «Всероссийский научно-исследовательский институт авиационных материалов» Государственный научный центр Российской Федерации
E-mail: [email protected]
* В работе принимал участие А.Б. Шалькевич.
Введение
Планер современных самолетов - сложная конструкция, для изготовления силовых элементов которого требуются высокотехнологичные, хорошо свариваемые стали, обладающие высокими прочностью и надежностью.
Высокопрочные коррозионностойкие стали применяются для изготовления некоторых деталей планера самолетов различного назначения как наиболее удовлетворяющие требуемым параметрам материалы. В качестве высокопрочных корро-зионностойких сталей для силовых деталей планера и шасси широко используются стали ВНС-5 с св~1500 МПа, ВНС-2 и ЭП817 с св>1225 МПа.
Однако достижение нового уровня развития авиации возможно только при обеспечении этой отрасли новыми материалами . Предъявляемые конструкторами требования к снижению массы, габаритов деталей и узлов приводят к изысканию путей повышения прочности коррозионных сталей при обеспечении высоких характеристик надежности в процессе эксплуатации.
С целью повышения ресурса работы изделий при эксплуатации, а также изыскания способов удешевления их изготовления поставлена задача создания сталей с уровнем свойств, превышающем уровень свойств известных серийно применяемых сталей.
Перспективными являются коррозионностой-кие хромоникелевые стали мартенситного и пере-
ходного классов, легированные совместно углеродом и азотом и обладающие лучшим сочетанием механических и коррозионных свойств по сравнению с аналогичными углеродсодержащими сталями. Азот, как и любой элемент внедрения, повышает прочностные свойства материалов, однако азотсодержащие стали обладают довольно высокими пластическими свойствами, неприемлемыми для высокопрочного материала .
В настоящее время проводятся исследования коррозионностойких азотсодержащих хромонике-левых сталей аустенитного класса . По сравнению с безазотистыми сталями азотсодержащие стали обладают повышенной прочностью (на 2535%) при сохранении высоких значений пластичности (5>50%, у>70%) .
Область применения аустенитных азотсодержащих сталей достаточно широка - это и транспортное машиностроение, и судостроение, и медицина, и химическая промышленность.
Положительный эффект от азота как легирующего элемента заключается в том, что он приводит к снижению энергии дефектов упаковки, расширяя область существования аустенита, сужает область существования дельта-феррита, охрупчи-вающего сталь, а также позволяет уменьшить количество элементов, стабилизирующих аустенит (углерода и никеля). Кроме того, азот является наиболее дешевым элементом, применяющимся для легирования сталей .
Таблица 1
Сравнительные механические свойства высокопрочных коррозионностойких сталей переходного класса (средние значения)
ВНС-65 (0,18-0,20)/(0,07-0,09) ВНС-5 (0,11-0,16)/(0,05-0,10) АМ-355 (США)
ав, МПа 1700 1550 1550
а0,2, МПа 1300 1200 1250
85, % 15-20 18 12
КСУ, Дж/см2 (гн=0,25 мм) 65 90 23
Кь, МПа 145 175 86
МЦУ (N=2 105 цикл): атах, МПа, при К 1,035 1,7 2,2 970 765 600 450 -
Коррозия под напряжением при а=980 МПа (КСТ-35): время до разрушения тразр, год >1 >1 -
Таблица 2
Механические свойства высокопрочных коррозионностойких сталей мартенситного класса ВНС-73 и ЭП817
Свойства Значения свойств для стали (содержание углерода/азота, %)
ВНС-73 (0,08-0,12)/(0,05-0,10) ЭП817 (0,05-0,08)/(-)
ав, МПа >1375 >1225
а0,2, МПа 1200 930
КСТ, Дж/см2 65 70
К1с, МПа 145 175
МЦУ: атах, МПа (при N=2 105 цикл; К=2,2) 608 490
МПа в.св 1250 1078
МЦУ: N *, цикл (при атах=735 МПа) >200 103 (50-80) 103
Коррозия под напряжением* при а=980 МПа (КСТ-35) : Tразр.св, мес >6 (без разрушения) >6 (без разрушения)
*Сварные соединения, выполненные сваркой АрДЭС с присадкой 08Х14Н7КВМ-ВИ («КВМ»), без последующей упрочняющей термообработки.
В ВИАМ проведены работы по созданию ряда высокопрочных сталей, содержащих азот в качестве легирующего элемента.
Высокопрочная коррозионностойкая азотсодержащая свариваемая сталь ВНС-65 (18Х13Н4К4С2АМЗ) относится к сталям переходного класса, обладает прочностью 1700 МПа и одновременно - высокими трещино-стойкостью (К1с=145 МПа -Ум)и сопротивлением усталости (атах=600 МПа, при ^2-105 циклов; К=2,2). Получить такие характеристики удалось благодаря легированию углеродом и азотом в заданном суммарном процентном соотношении, а также кремнием и кобальтом. Химический состав стали ВНС-65 подобран с таким расчетом, чтобы после упрочняющей термообработки структура состояла на 80-85% из мартенсита, 20-15% -остаточного аустенита и без дельта-феррита. Высокий комплекс механических свойств позволяет использовать сталь ВНС-65 для изготовления ответственных тяжелонагруженных деталей планера и шасси.
В настоящее время сталь ВНС-65 применяется при производстве силовых деталей в изделии пятого поколения Т-50 разработки ОАО «ОКБ Сухого». Сталь ВНС-65 не имеет аналогов как в России, так и за рубежом (табл. 1).
Термическая обработка сварных стальных соединений способствует выравниванию структуры, характеризующейся после сварки разнозернисто-стью .
В ряде случаев проведение термической обработки сложных тонколистовых крупногабаритных сварных конструкций с большим перепадом сечения весьма проблематично. Для решения этой проблемы создана высокопрочная коррозионно-стойкая сталь ВНС-73 (10Х13Н4К4М3С2А) , не требующая обязательной термической обработки после сварки.
Химический состав стали ВНС-73 разработан на базе химического состава широко применяемой стали ЭП817 (06Х14Н6Д2МБТ) аналогичного назначения. Дополнительное легирование этой стали азотом, кремнием и кобальтом позволило получить материал с более высокими характеристиками прочности и надежности (скорость роста трещины усталости и сопротивление малоцикловой усталости) как сварных, так и несварных деталей (табл. 2). Сталь ВНС-73 предназначена для изготовления силовых деталей самолетов, длительно работающих при температурах от -70 до +200°С во всеклиматических условиях. Сталь ВНС-73 хорошо сваривается аргоно-дуговой сваркой (АрДЭС) с присадкой и без присадки, после сварки не требует обязательной термообработки.
В вышеперечисленных сталях мартенситного и аустенито-мартенситного классов содержание азота, способного растворяться в твердом растворе, не превышает 0,10%. Увеличение его количе-
ства сверх указанной цифры позволило разработать стали с новой системой легирования Cr-Ni-N без дорогих и дефицитных элементов - кобальта и молибдена. По физико-механическим свойствам такие стали не уступают сталям традиционной системы легирования.
Одной из сталей с повышенным содержанием азота (0,12-0,13%) является высокопрочная кор-розионностойкая экономнолегированная сталь ВНС-74 (05Х16Н5АБ) мартенситного класса , разработанная во ФГУП «ВИАМ» совместно с ИМЕТ РАН им. А.А. Байкова для изготовления крепежных деталей.
В машиностроительной отрасли промышленности для изготовления крепежа (болтов, гаек и т. д.), в том числе сложной формы и малых размеров, используется метод холодной высадки, позволяющий изготовлять изделия, практически не требующие последующей механической обработки. Данный метод обеспечивает деталям качество, надежность и прочность благодаря сохранению правильного расположения волокон в деталях . Кроме того, отсутствие нагрева под высадку позволяет получить более точные размеры деталей и с более чистой поверхностью.
Процесс холодной высадки зависит от многих факторов, основными из которых являются пластичность материала, подвергаемого деформации, химический состав, механические свойства, величина зерна .
В настоящее время методом холодной высадки можно получить крепеж из высокопрочной коррозион-ностойкой стали СН-2А (07Х16Н6) с св=1177 МПа и тср=686 МПа. Сталь ВНС-74, разработанная для изготовления высадного крепежа, получаемого холодной деформацией, обладает более высокими прочностными характеристиками (табл. 3) и является более технологичной.
Исследование механических свойств крепежных деталей, изготовленных на ОАО «Нормаль» из стали ВНС-74, показало, что при высокой прочности детали обладают высокой пластичностью и не чувствительны к перекосу 6 град. Сталь ВНС-74 рекомендуется для эксплуатации при температурах от -70 до +200°С во всеклиматиче-ских условиях.
Разработана коррозионностойкая экономноле-гированная сталь ВНС-72 (15Х14Н4ГАМ) , содержащая до 0,14-0,15% азота, которая отличается помимо высоких прочностных параметров (св=1750 МПа) высокими пластичностью, надежностью и трещиностойкостью . Сталь принадлежит к аустенито-мартенситному (переход-ному) классу, упрочняется за счет суммарного содержания азота и углерода ~0,30%.
Несмотря на высокое содержание азота, сталь ВНС-72 хорошо сваривается аргоно-дуговой сваркой с присадкой, имеет удовлетворительные значения ударной вязкости как при комнатной, так и при отрицательных температурах в состоянии «сварка+термообработка» :
Таблица 3
Механические свойства экономнолегированной стали ВНС-74 и стали СН-2А
Свойства Значения свойств для стали (содержание углерода/азота, %)
ВНС-74 (0,03-0,07)/(0,12-0,14) СН-2А (0,07)/(-)
ов, МПа 1400 1177
а0д, МПа 1200 880
Тср, МПа 950 686
а_1, МПа (¥=107 цикл) 730 540
при разрыве 53900 36554
при срезе 46305 33722
Таблица 4
Механические свойства сталей ВНС-72, ВНС-5 и ВНС-43
Свойства Значения свойств для стали (содержание углерода/азота, %)
ВНС-72 (0,14-0,16)/(0,14-0,16) ВНС-5 (0,11-0,16)/(0,05-0,10) ВНС-43 (0,16-0,21)/(0,04-0,09)
ов, МПа 1750 1470 1570
Оо,2, МПа 1350 1200 1225
KСV, Дж/см2 (гн=0,25 мм) 80 90 70
СРТУ: d//dN, мм/кцикл (при ДК=31 МПа Л) 0,22 0,30 0,25
Ки, МПа Л 145 175 130
МЦУ: атах, МПа (при АЪ2-105 цикл; К=2,2) 700 400 500
Ов.св, МПа (ЭЛС+термообработка) 1600 1400 1600
Таблица 5
Сравнительные механические свойства азотсодержащей стали ВНС-53ПД и сталей 12Х18Н10Т и ВНС-2 (для труб)
Свойства Значения свойств для стали (содержание углерода/азота, %)
ВНС53-ПД (<0,08/0,5) 12Х18Н10Т ВНС-2
ов, МПа 980 600 880
о0,2, МПа 780 280 686
о.1, МПа 400 220 320
Присадка 08Х14Н7КВМ-ВИ -
КСУЩ° " =76,5 Дж/см2, КСУЩВ =74 Дж/см2
KCVЛ+I20IЯ с плавления =95 Дж/см2;
Присадка ВНС-72 -
КСУЩВ " =60 Дж/см2, КСУЩ° =50 Дж/см2
линия с пл а вле ния
Сталь ВНС-72 предназначена для изготовления силовых деталей планера, шасси, крепежа взамен сталей серийного производства ВНС-5 и ВНС-43. Механические свойства стали ВНС-72, а
также серийных сталей ВНС-5 и ВНС-43 представлены в табл. 4.
Сталь ВНС-72 хорошо деформируется в горячем состоянии со степенью обжатия до 80% без образования трещин, что позволяет использовать метод высокотемпературной термомеханической обработки (ВТМО) для повышения механических и коррозионных свойств благодаря формированию фрагментированной субструктуры. При использовании ВТМО сталь при деформации 5070% не чувствительна к коррозионному растрескиванию в камере солевого тумана (КСТ-35) -при приложенных напряжениях 980, 880 и 780 МПа образцы выдерживают испытания без разрушения >1 года . Фрагментированная суб-
структура способствует также повышению сопротивления усталостному разрушению .
Высокопрочные коррозионностойкие стали, упрочняемые углеродом и азотом, выплавляются, как правило, в открытых индукционных или дуговых печах с последующим электрошлаковым переплавом (ЭШП). Выплавка в вакууме, а также последующие вакуумно-дуговой или электроннолучевой переплавы резко снижают содержание азота в стали .
В сталях мартенситного или аустенито-мартенситного класса растворимость азота без применения специальных методов выплавки составляет ~0,10%. Однако при легировании сталей элементами, увеличивающими растворимость азота (Сг, Мп и др.), при выплавке на оптимальный фазовый состав для получения требуемых механических свойств растворимость азота повышается - до 0,15% в сталях переходного класса (сталь ВНС-72) и до 0,13% в сталях мартенситного класса (сталь ВНС-74) с получением плотных слитков.
Структура аустенитных сталей позволяет легировать их большим количеством азота вследствие высокой растворимости его атомов в решетке у-Ре. Кроме того, наличие хрома >12% в корро-зионностойких сталях способствует повышению растворимости азота.
Высокое давление, несжимаемость гидрожидкости, колебание давления - все это предъявляет повышенные требования к трубопроводам. В связи с этим материал для изготовления трубопроводов должен обладать прочностью и жесткостью, высокой технологичностью, чтобы была возможность легко производить необходимые изгибы детали, надежно противостоять действию вибраций (переменным нагрузкам). Необходимость снижения массы деталей и повышения характеристик прочности и надежности обусловила разработку нового материала, имеющего преимущество перед сталями аналогичного назначения.
В авиационных трубопроводах применяли аустенитную сталь 12Х18Н10Т с пределом прочности >550 МПа, а также сталь ВНС-2 мартенситного класса с пределом прочности >880 МПа. Сталь ВНС-2 после упрочняющей термообработки состоит из мартенсита, остаточного аустенита и фаз, выделившихся при старении. Вследствие высокой твердости эти фазы, а также присутствующие в стали неметаллические включения являются концентраторами напряжений, которые в тонкостенных трубах могут приводить к их преждевременному разрушению.
Высокопрочная коррозионностойкая аустенит-ная сталь ВНС-53 (08Х21Г11АН6) отличается высоким содержанием азота (до 0,5-0,6%) и обладает прочностью >980 МПа. Данная сталь разработана как материал для тонкостенных трубопроводов гидросистем высокого давления летательных аппаратов, работающих во всеклиматических условиях в контакте с авиационными гидрожидкостями при температурах от -70 до +300°С.
Сталь ВНС-53 помимо прочностных характеристик превосходит стали-аналоги по показателям выносливости при сохранении хорошей пластичности и технологичности (табл. 5).
Указанный в табл. 5 комплекс механических свойств стали ВНС-53 достигается благодаря упрочнению аустенитной матрицы легированием одновременно углеродом и азотом при заданной сумме этих элементов. В структуре стали отсутствует дельта-феррит, образование которого облегчено при высоком содержании хрома. Уменьшение количества дельта-феррита возможно путем повышения содержания никеля . В стали ВНС-53 выделение дельта-феррита подавляется азотом как аустенитообразующим элементом, который частично заменяет никель.
Заключение
Упрочнение сталей с азотом в количестве до 0,10% достигается благодаря углероду, азоту, а также другим элементам, таким как кремний, кобальт и молибден (стали ВНС-73, ВНС-65).
Выплавка азотсодержащих высокопрочных коррозионностойких сталей проводится в открытой индукционной или дуговой печи с последующим ЭШП.
Стали с повышенным содержанием азота (>0,10%) требуют специального метода выплавки в печах с избыточным давлением или рационального расчета химического и фазового состава, способствующего удержанию азота в твердом растворе.
ЛИТЕРАТУРА
1. Каблов Е.Н. Стратегические направления развития
материалов и технологий их переработки на период до 2030 года //Авиационные материалы и технологии. 2012. №S. С. 7-17.
2. Каблов Е.Н. Современные материалы - основа инно-
вационной модернизации России //Металлы Евразии. 2012. №3. С. 10-15.
3. Каблов Е.Н. ВИАМ. Направление главного уда-
ра //Наука и жизнь. 2012. №6. С. 14-19.
4. Тонышева О.А., Вознесенская Н.М., Елисеев Э.А., Шалькевич А.Б. Новая высокопрочная экономноле-гированная азотсодержащая сталь повышенной надежности //Авиационные материалы и технологии. 2012. №S. С. 84-88.
5. Березовская В.В., Костина М.В., Блинов Е.В., Бобро-
ва Б.Е., Банных И.О. Влияние термической обработки на структуру высокоазотистых аустенитных коррозионностойких сталей 04Х22АГ17Н8М2Ф и 07Х20АГ9Н8МФ //Металлы. 2009. №2. С. 61-68.
6. Блинов Е.В., Хадыев М.С. Исследование структуры и
механических свойств коррозионностойких высокоазотистых сталей 04Х22АГ15Н8М2Ф и 05Х19АГ10Н7МБФ //Металлы. 2009. №2. С. 93-99.
7. Березовская В.В., Банных О.А., Костина М.В., Бли-
нов Е.В., Шестаков А.И., Саврай Р.А. Влияние термической обработки на структуру и свойства высокоазотистой аустенитной коррозионностойкой стали 03Х20АГ11Н7М2 //Металлы. 2010. №2. С. 34-44.
8. Установщиков Ю.И., Блинов В.М. Структурные и
фазовые превращения высокоазотистой стали 05Х20АГ10Н3МФ при термическом воздействии //Металлы. 2012. №1. С. 72-79.
9. Блинов Е.В., Терентьев В.Ф., Просвирнин Д.В., Бли-
нов В.М., Бакунова Н.В. Циклическая прочность коррозионностойкой аустенитной азотсодержащей стали 05Х22АГ15Н8МФ в условиях повторного растяжения //Металлы. 2012. №1. С. 80-87.
10. Науменко В.В., Шлямнев А.П., Филиппов Г.А. Азот в аустенитных нержавеющих сталях различных систем легирования //Металлург. 2011. №6. С. 46-53.
11. Королев М.Л. Азот как легирующий элемент стали. М.: Металлургиздат. 1961. С. 4.
12. Высокопрочная коррозионностойкая сталь аустени-то-мартенситного класса: пат. 2164546 Рос. Федерация; опубл. 27.03.2001.
13. Лукин В.И., Банас И.П., Ковальчук В.Г., Голев Е.В. Аргоно-дуговая сварка высокопрочной цементуемой стали ВНС-63 //Труды ВИАМ. 2013. №8. Ст. 01 (viam-works.ru).
14. Высокопрочная коррозионностойкая сталь мартен-ситного класса и изделие, выполненное из нее: пат. 2291912 Рос. Федерация; опубл. 10.11.2005.
15. Высокопрочная коррозионностойкая сталь: пат. 2318068 Рос. Федерация; опубл. 21.11.2005.
16. Мокринский В.И. Производство болтов холодной объемной штамповкой. М.: Металлургия. 1978. 71 с.
17. Мисожников В.М., Гринберг М.Я. Технология холодной высадки металла. М.: Машгиз. 1951. 310 с.
18. Высокопрочная коррозионностойкая сталь и изделие, выполненное из нее: пат. 2214474 Рос. Федерация; опубл. 20.10.2003.
19. Тонышева О.А., Вознесенская Н.М., Елисеев Э.А., Шалькевич А.Б. Исследование новой высокопрочной экономнолегированной азотосодержащей стали повышенной надежности //Вестник МГТУ им. Н.Э. Баумана. 2011. №SP2. С. 17-20.
20. Лукин В.И., Вознесенская Н.М., Ковальчук В.Г., Голев Е.В., Саморуков М.Л. Сварка высокопрочной коррозионностойкой стали ВНС-72 //Сварочное производство. 2012. №10. С. 31-35.
21. Тонышева О.А., Вознесенская Н.М., Шалькевич А.Б., Петраков А.Ф. Исследование влияния высокотемпературной термомеханической обработки на структуру, технологические, механические и коррозионные свойства высокопрочной коррозион-ностойкой стали переходного класса с повышенным содержанием азота //Авиационные материалы и технологии. 2012. №3. С. 31-36.
22. Панин В.Е., Каблов Е.Н., Плешанов В.С., Кли-менов В.А., Иванов Ю.Ф., Почивалов Ю.И., Кибиткин В.В., Напрюшкин А.А., Нехорош-ков О.Н., Лукин В.И., Сапожников С.В. Влияние ультразвуковой ударной обработки на структуру и сопротивление усталости сварных соединений высокопрочной стали ВКС-12 //Физическая мезоме-ханика. 2006. Т. 9. №2. С. 85-96.
23. Маркова Е.С., Якушева Н.А., Покровская Н.Г., Шалькевич А.Б. Технологические особенности производства мартенситостреющей стали ВКС-180 //Труды ВИАМ. 2013. №7. Ст. 01 (viam-works.ru).
24. Щербаков А.И., Мосолов А.Н., Калицев В.А. Восстановление технологии получения бериллийсодер-жащей стали ВНС-32-ВИ //Труды ВИАМ. 2014. №5. Ст. 01 (viam-works.ru).
25. Разуваев Е.И., Капитаненко Д.В. Влияние термомеханической обработки на структуру и свойства аустенитных сталей //Труды ВИАМ. 2013. №5. Ст. 01 (viam-works.ru).













